全長300m の大型船であってもミリ単位での精度管理が必要な造船。
高度な技術力をもって造り上げなければならない究極のものづくり。


全長300m の大型船であってもミリ単位での精度管理が必要な造船。
高度な技術力をもって造り上げなければならない究極のものづくり。

※ブロック建造法
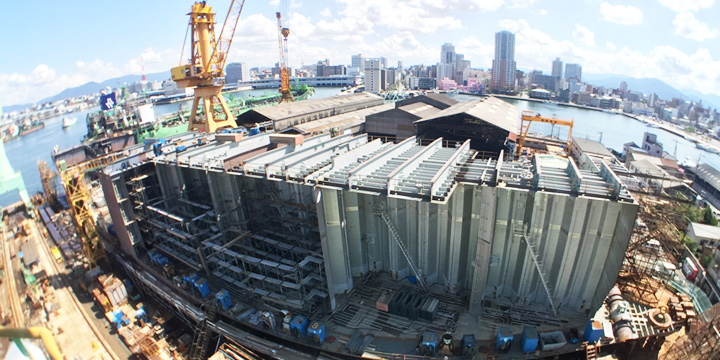
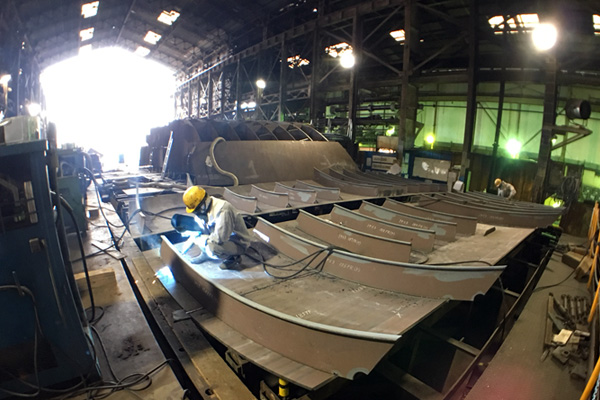
船殻(せんこく)の建造に際し、船体を適宜の大きさに区分したブロックを工場内または地上で造り、それを船台上に運んで組み立てる造船法。船台作業期間が短縮され、造船能率が著しく向上するので、今日の大型船建造はすべてこの方法による。
船殻工程の最終段階で地上により組立てられたブロックを船台上(進水させるための傾斜がある建造場)でつなぎ合わせ溶接をおこない完成させます。

